
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
Taking Measure
Just a Standard Blog
Welding is said to be more art than science. In part, this is a nod to the vital, skilled work that welders perform. It’s also recognition of the fact that the physics of the process is really, really difficult to understand.
I joined a NIST project on laser welding about two years ago. Before this, I had studied materials for solar panels and had done some work in laser processing, but I had little interest in laser welding. What eventually drew me in, and what motivates me now, is just how complex laser welding is and the opportunity to contribute to the understanding of a process that is so intertwined with everyday life, yet so mysterious.
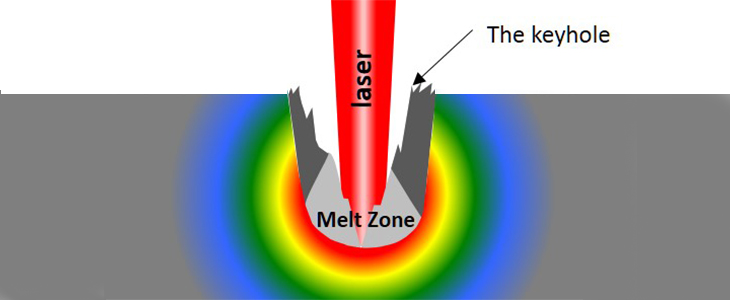
Act I: Creating a Keyhole
The obvious applications of welding are in the manufacturing of big things like cars and trains, but there are less obvious ones like the battery casing in your mobile phone or the metal stents used to reopen clogged arteries. It turns out that we can use laser welding in many of these manufacturing scenarios, and by doing so, we can realize numerous benefits. In some applications, the laser’s tightly focused beam makes for better precision welds like those needed in biomedical devices, batteries, and nuclear containment vessels, but in most other cases using lasers is just good business.
For instance, most of a laser’s energy goes into making the weld itself, with very little wasted on heating the surrounding area. Less waste means lower utility bills. Also, the latest laser technology is based on fiber-optics, which we can mount directly to manufacturing robots, speeding up production lines and increasing manufacturing throughput. Recent studies also show that the ecological footprint of laser welding over traditional welding is significantly smaller both in terms of resources needed and hazardous waste produced.
Being a former solar-cell guy, I find this benefit particularly motivating.
Act II: A Tornado of Molten Metal
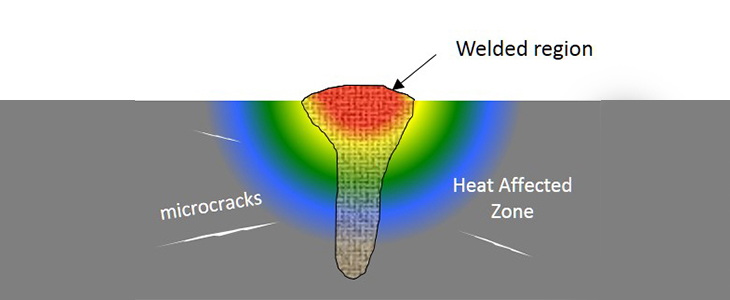
Industry chooses metal alloys to suit a particular application based on its requirements for strength, hardness, corrosion resistance, etc. Interestingly, many properties of steels are owed not to the iron, but to the small amounts (often a fraction of one percent of the total) of other elements like carbon, phosphorus, silicon and zinc. Like a chef tweaking the taste of a soup with spices, a metallurgist tunes a metal’s properties by sprinkling in small amounts of these elements. However, the dynamic process of laser welding can alter the flavor by throwing out more of some elements than others. This can leave you with a welded region that “tastes” slightly different than the surrounding un-welded regions. This mismatch in properties can lead to cracking, fatigue, stress or corrosion.
In other words, a bad weld.
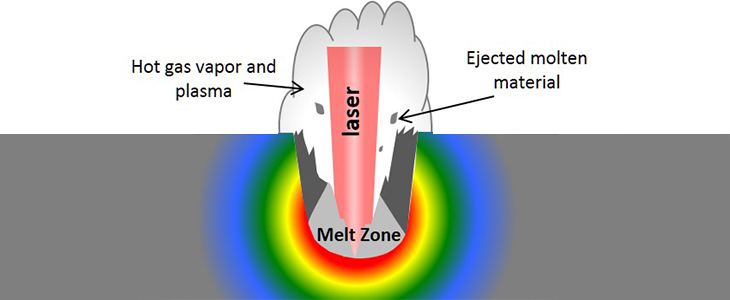
What I do is measure the trace alloying elements as they are flung out of the tornado. I find them using a process a little like the Bunsen burner experiments you might have done in high school chemistry. If you recall, you put a “mystery” substance into a flame and discovered its identity by observing the colors of light it gave off on a special viewer. In my case though, I’m choosing to make some colors brighter by selectively targeting elements with a second specially tuned laser that shoots through the weld plume. This technique causes those trace elements to generate more light, which allows me to see elements that would otherwise be too faint.
In order to study the resulting weld quality, we have to take the weld apart and look at it. To do this, we turn to our project partners at NIST’s Material Measurement Laboratory. There they have the capability to dissect a weld to look for cracks and defects. Using an array of atomic-scale imaging techniques, materials research engineer Ann Debay Chiaramonti in the Nanoscale Reliability Group can see how the weld process displaced individual atoms. Metallurgist and welding expert Jeffrey Sowards in the Structural Materials Group tests welds by pulling them apart or compressing them to their breaking point under extremely heavy loads. Studying these processes is vital to understanding why welds fail and how those failures are related to the welding process.
Act III: The Cooldown
Due to the complexity of the laser welding process, directly studying the process in a systematic way can be difficult experimentally. Therefore, the welding community relies on complex models to help solve the mystery. The quality of the output of these models is inherently linked to the quality of data inputs used.
As the saying goes: garbage in, garbage out.
In order to help guide the weld models toward more realistic solutions, our team is developing measurement tools to accurately measure all inputs necessary at every stage in the laser welding process. The ability to accurately measure these properties over such large, dynamic time, length, and temperature ranges requires a unique combination of capabilities that only NIST can provide, making this work vital for the welding community.
Although laser welding has the potential to replace 25 percent of existing welding activities, it is currently only used in about 0.5 percent. Making up that difference and realizing all of the technological, economic and environmental benefits that go along with it will require efforts like the one we are pursuing at NIST. I’m very proud to be part of such a group and happy to be contributing to a research effort that has the potential for making a large, meaningful impact.
*Edited April 13, 2017
About the author

Related Posts



Comments
- Reply
Laser Welding has its own benefits but Like any other welding process, can pose health risks to humans if proper safety measures are not taken. Exposure to laser welding fumes and gases can cause respiratory problems and eye irritation. Additionally, the intense light from the welding process can cause eye damage or blindness if proper eye protection is not used. The use of lasers also poses a risk of electrical hazards and can create a fire hazard if proper precautions are not taken.
Laser custom structural steel welding offers significant advantages such as precision, reduced waste, and lower ecological impact. The process involves creating a deep "keyhole" in the metal, which can affect the final properties of the weld. Researchers are studying the effects of trace elements and cooling rates on weld quality, while developing accurate measurement tools to improve welding models. Despite its potential to replace a significant portion of traditional welding, laser welding is currently underutilized, and ongoing research aims to enhance its adoption and benefits.