
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
AMB2018-03 Description
2018 AM-Bench Test Descriptions for AMB2018-03
Class 1 benchmark tests:
AMB2018-03: Materials extrusion polymer 3D builds. Primary focus is on shape, voids, mass and tensile properties.
- Overview and Basic Objectives
- Experiment Description
- Description of Benchmark Comparisons
- Data to be Provided
1. Overview and Basic Objectives
The AMB2018-03 test object consists of a rectangular prism of polycarbonate (PC). The rectangular prism is cut from a sheet that was processed by material extrusion (ME) technology, (sometimes referred to as fused filament fabrication or by Fused Deposition Modelling). The primary objectives of AMB2018-03 tests are to predict the primary macroscopic aspects of the print (thickness, mass), the microscopic shape (voids), and the tensile properties.
We emphasize that modelers who wish to submit simulation results are free to address any number of challenges. Modelers are also free to simulate any other aspects of the build that they want, and additional validating data will be made available.
All data, including precursor material characterization, scan strategy, part CAD files, and example measurement results data can be found using the links at the end of this document.
2. Experiment Description
2.1 Materials and Part Design
2.1.1 Materials Extrusion Equipment: A Stratasys Fortus 400mc materials extrusion system was used to fabricate polycarbonate (PC) sheets. The build envelope for the Fortus 400mc is 16” x 14” x 16” (406 mm x 406 mm x 356 mm). A T-10 tip, with nominal inner diameter of 0.005” (0.13 mm) was used for the material extrusion. Additional processing details can be found in Table 1.
2.1.2 Substrates: The PC samples were deposited onto SR-100 sheets of thickness = 0.05” (1.27 mm), a proprietary support material. A sheet of the support material was deposited via materials extrusion prior to the PC deposition; after PC deposition, the support material layer was peeled from the PC at room temperature.
2.1.3 Part geometry: PC sheets of dimension 7” x 7” x 0.075” ( 177.8 mm x 177.8 mm x 1.91 mm) were processed via materials extrusion. Nominal layer heights of 0.005” (1.27 mm) were obtained using the T-10 tip. 15 layers were deposited resulting in sheets of nominal thickness equal to 0.075” (1.91 mm). A stereolithography (STL) file for the individual part can be found here.
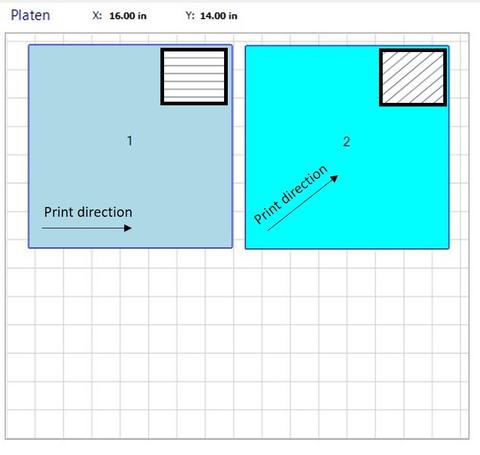
2.1.4 Part layout on the build plate: Single 7” x 7” x 0.075” (177.8 mm x 177.8 mmx 1.91 mm) PC sheets were fabricated consecutively on the build plate, as shown in Figure 1. Sheets were processed using 2 separate raster orientations: 0° (from which 0° and 90° tensile specimens were cut) and 45° (from which 45° specimens were cut).
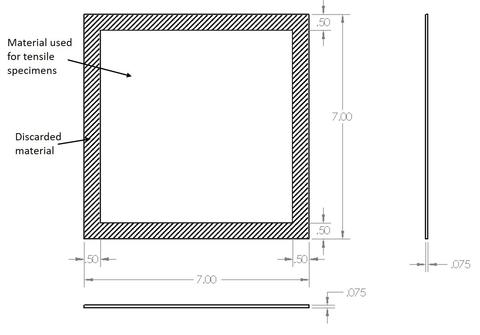
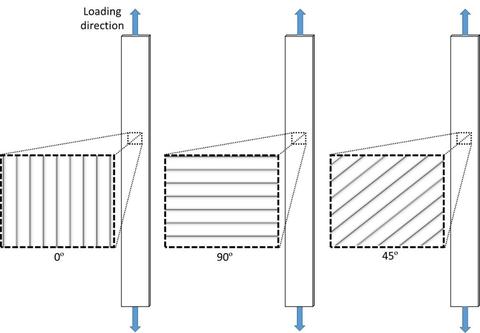
2.1.5 Tensile specimens: Tensile specimens were cut from the PC sheets using a water-cooled diamond saw. Material from the outer 0.5” (12.5 mm) of the sheets was discarded in order to mitigate edge effects (see Figure 2). From the remaining 6” x 6” x 0.075” (152.4 mm x 152.4 mm x 1.51 mm) sheets, 6” x 0.5” x 0.075” (152.4 mm x 12.7 mm x 1.51 mm) tensile specimens were cut (see Figure 3). Any imperfections from the cut edges were smoothed using mechanical polishing. Tapered glass fiber reinforced polymer (GFRP) tabs of dimension 2.25" (57.2 mm) Length , 0.5" (12.7 mm) width, 3/8" (9.53 mm) taper, 1/16" (1.59 mm) thickness were fixed to the tensile specimens using Scotch-Weld DP125 2-part epoxy. Tabs were positioned according to ASTM D3039, Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Each part is identical, except for the raster orientations which were grouped as 0°, 45°, 90° (see Figure 4). The STL file of the processed plates and the tensile specimens can be found here.
2.1.6 Feedstock Material: Polycarbonate filaments were obtained from Stratasys and kept sealed in original shipment containers until use. The following tests were conducted on the feedstock material:
|
Filament (pre-printing) |
Material Composition |
FTIR (link not yet available) |
|
Filament (pre-printing) |
Filament size and shape |
Caliper diameter measurements and representative images of filament cross sections (link not yet available) |
|
Filament (pre-printing) |
Molar Mass and Distribution |
GPC (link not yet available) |
|
Filament (pre-printing) |
Thermal Degradation |
TGA (link not yet available) |
|
Filament (pre-printing) |
Heat Capacity |
DSC (link not yet available) |
|
Molded (from filament) |
Glass transition |
DMA (link not yet available) |
|
Molded (from filament) |
Viscoelasticity |
Small Amplitude Oscillatory Rheology (link not yet available) |
|
Molded (from filament) |
Tensile Properties |
ASTM D638 (link not yet available) |
2.2 Scan Strategy and Parameters
Table 1 below includes additional details from the fused deposition modeling process.
Table 1. Materials Extrusion Processing Details
|
Materials Extrusion Manufacturer |
Stratasys |
|
Model |
Fortus 400mc |
|
Institution conducting the prints |
US Army Research Laboratory |
|
Firmware number |
Head Board – 2.6, MIO – 1.0, AC – 4.1, Canister – 2.5 |
|
Software number |
3.18.2610.0 (Insight Tool Path Software Version – 10.2) |
|
G-Code (or equivalent) |
CMB File Format |
|
Nozzle Geometry |
Proprietary (Stratasys) |
|
Nozzle Temperature |
365 °C |
|
Environment Temperature |
145 °C |
|
Bed Temperature |
145 °C |
|
Feed roller information |
Proprietary (Stratasys) |
|
Raster angle |
0°, 45° (from which 0, 45, 90 specimens cut) |
|
Layer Height |
T10 Tip: 0.005” (0.13 mm) |
|
Raster width |
0.008” (0.20 mm) |
|
Extruder velocity |
Proprietary (Stratasys) |
3. Description of Benchmark Comparisons
3.1 Part Thickness: Benchmark Challenge (CHAL-AMB2018-03-Th): Predict the thickness of the thinnest dimension of the part after it is separated from the build plate and water cut. Measurements to be made by simple calipers method on three locations along the piece.
3.2 Part Mass: Benchmark Challenge (CHAL-AMB2018-03-Ma): Predict the mass of the coupon after it is separated from the build plate and cut.
3.3 Part Tensile Properties (CHAL-AMB2018-03-TP): Predict the tensile properties of the part after it is separated from the build plate and cut. Predict the location of the failure point. Predict the mode of failure.
3.4 Part Void Distribution (CHAL-AMB2018-03-VD): Predict the shape and size distribution of voids part after it is broken out of the part bed. Predictions can be compared to voids that are imaged via 3D X-ray CT system. The imaging system is a Zeiss Versa XRM500 is a 30-160 kV, 2-10 W instrument. It has four optical lenses, 0.4x, 4x, 20x, and 40x, which can be used to adjust the geometric magnification at a given source-sample-detector positions. The instrument can give reconstructed voxel sizes between 0.5 micrometers to 30 micrometers. Scanning of the section will be carried out at a resolution of 6 micron.
3.5 Part Cross Section (CHAL-AMB2018-03-CS): Predict the shape and size distribution of voids within the part after it is broken out of the part bed by comparison with cross-sectional image. Measurements to be made by polarizing optical microscopy of cross sections along the x-y direction.
4. Description and Links to Associated Data.
The following data will be provided to assist in the development of models and simulations. Benchmark measurement results data will be provided on May 19th. Each link directs the user to a downloadable zip folder, which contains the data briefly described below, as well as a document with thorough description of the zip folder contents, file structures, and information pertaining to how the data or measurements were generated or obtained.
The following data files are available facilitate model development:
Links to STL files will be here.
Disclaimer
The National Institute of Standards and Technology (NIST) uses its best efforts to deliver a high-quality copy of the Database and to verify that the data contained therein have been selected on the basis of sound scientific judgment. However, NIST makes no warranties to that effect, and NIST shall not be liable for any damage that may result from errors or omissions in the Database.
Contacts
-
(301) 975-4876
-
(301) 975-2836