Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
Additive Manufacturing of Ceramics
Summary
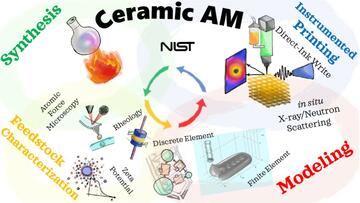
The NIST program advances the commercialization of ceramic additive manufacturing through the concurrent development of:
- Measurement methods and reference materials for characterizing ceramic AM feedstocks, with emphasis on the rheology of dense suspensions used in direct ink writing (DIW) and vat photopolymerization (VPP), supported by interlaboratory studies and standards development through ASTM F42 and ISO TC 261
- Process and defect metrology for AM-built ceramic parts, including in situ synchrotron X-ray characterization (USAXS, WAXS) of feedstock structure under processing conditions and identification of flaw populations that limit mechanical performance
A distinct feature of ceramic AM is that it yields non-dense parts requiring a post-build sintering step, which adds cost and complexity. The program therefore develops metrology for novel sintering approaches — including cold sintering and redox-driven reactive sintering — that offer lower temperatures, tighter dimensional control, and microstructural tunability compared to conventional methods.
Description
Additive manufacturing (AM) is a disruptive technology that allows three-dimensional parts to be built up layer by layer. Its development and commercialization are national priorities, with AM recognized for its potential to boost US manufacturing supply chain resilience and small business productivity. Ceramics are used across a wide range of commercial applications including body armor, structural components, high-temperature systems, electronics, energy, and medical implants. Conventional ceramic manufacturing requires tooling, molding, and machining steps that add cost and limit adoption despite ceramics' often unique and superior properties. Ceramic AM is an advanced manufacturing approach capable of producing near-net-shape parts that addresses this limitation, but the commercial adoption of ceramic AM lags behind metals and polymers. Technical barriers for broader commercialization include: 1) improvements in the performance of AM-built ceramic parts, which often remains inferior to that achieved using traditional manufacturing, 2) cost, and 3) certification hurdles. From the metrology standpoint, there is urgent need for testing methods and standards adapted to ceramic feedstock and AM-built parts and for databases of feedstock characteristics, AM process parameters, and properties of the resulting product.
Current Focus (FY26-FY28)
Development of metrology for ceramic additive manufacturing, encompassing feedstock characterization, process diagnostics, defect identification, and standardization. NIST maintains ceramic AM focus efforts in DIW and VPP for developing and validating process metrology.
Ongoing Projects
Goal: Feedstock Metrology and Standards. Develop and standardize measurement methods for characterizing ceramic AM feedstocks, particularly the rheology of dense ceramic suspensions used in direct ink writing (DIW) and vat photopolymerization (VPP), which uses UV-curable ceramic-loaded resins. A multi-laboratory interlaboratory study on rheological measurements of concentrated ceramic suspensions for DIW, involving over 20 laboratories across industry, academia, and national laboratories, is generating reference datasets and identifying sources of measurement variability to support consensus test methods through ASTM F42 and ISO TC 261.

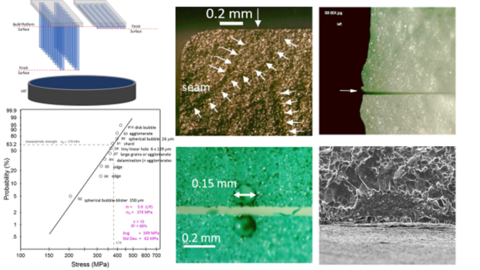
Goal: Defect Metrology in Ceramic AM. Identify and classify defects that limit the performance of AM-built ceramic parts and develop standardized approaches for their detection. An interlaboratory study (ILS) of flexural strength in additively manufactured alumina across six international laboratories revealed that seven flaw types account for 94% of failures, with flaw populations varying significantly among laboratories even under nominally identical conditions. These results are informing a proposed new ISO standard on defect terminology for slurry-based ceramic AM and driving efforts to build industry confidence in ceramic AM reliability.
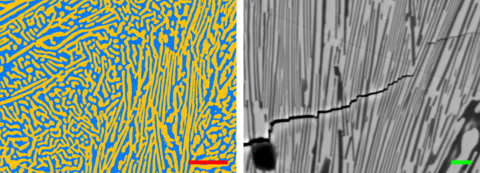
Goal: In Situ Characterization of AM Processing and Post-Processing. Develop in situ synchrotron X-ray characterization methods for ceramic AM processes and post-build sintering. Using combined SAXS, USAXS, and XRD at the Advanced Photon Source, we probe microstructural and phase evolution during ceramic processing in real time. This work is being extended to rheo-USAXS measurements that characterize the structure of concentrated ceramic suspensions under shear, providing industry-relevant feedstock data under processing conditions.

Goal: Novel Sintering Science. Advance the understanding and optimization of cold sintering, a low-temperature densification method that can sinter ceramics at a fraction of conventional processing temperatures. Using a custom cold sintering stage that densifies ceramics in transparent capillary tubes, we conduct in situ observations of densification kinetics and solvent transport. These measurements revealed three distinct stages of cold sintering and a direct correlation between solvent extraction and changes in densification rate, providing kinetic data to support industry adoption of cold sintering as a scalable advanced manufacturing technique.

Goal: Advanced Ceramic Processing. Develop novel reactive sintering strategies that produce dense ceramics with nanoscale composite microstructures and near-net-shape dimensional control. A patented method (PCT/US2025/039858) exploits redox-driven eutectoid decomposition of Ce(III)-containing complex oxides to simultaneously densify and nanostructure ceramic parts, with volume expansion counteracting sintering shrinkage. By independently controlling oxygen partial pressure and temperature, densities above 95% theoretical can be achieved while retaining sub-100 nm features and limiting net dimensional change to less than 5%. The method is generalizable to a broad family of complex oxide crystal structures and is compatible with industry-standard forming techniques including additive manufacturing.