
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
3D Printing Metrology
Starting Materials
For stereolithography AM methods successful printing of 3D objects requires some predetermined knowledge of the photocuring properties of the starting material (viscosity, critical energy for polymerization, photon penetration depth) and processing capabilities of the printer (photon wavelength, power density). Unfortunately, this information is often not provided or, if provided, few details are given as to how the values were determined or to what degree they are under control. The lack of this basic information or the unknown quality of the data could very likely impact the manufacturability and properties of the final product. We developed a methodology that allows for a systematic approach to obtaining two such critical parameters, Dp and Ec, from working curves based on accurate measurement of Cd for UV-cured resins. The results indicate caution should be exercised when using contact-based methods like calipers or micrometers to determine Cd, especially for soft elastomeric materials. The Dp and Ec values determined for five commercial resins showed a wide range of values that, when provided to designers and/or operators of 3D printers, may allow for improved printer performance through optimization of curing and stage movement parameters.
Process Characterization
Like stereolithography UV curing of photopolymer resins deposited by multiple inkjets can be used to create 3D objects. Ink-jet printing contrasting materials from different inkjet heads simultaneously can create materials with a range of physical properties. We used high speed videography to investigate the ejection of droplets from a commercially available multi-head inkjet printer. The resulting images provided insight into the deposition routine used by the commercial machine, something previously unobserved and unknown.
Finished Products
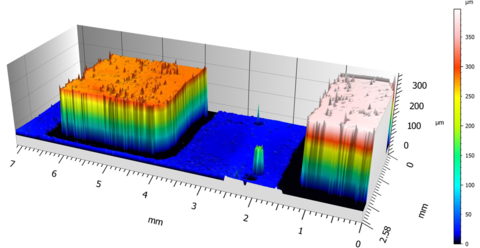
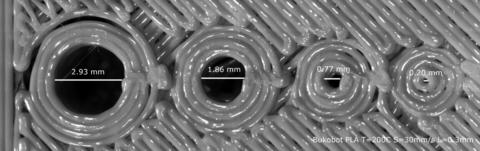
Low-cost, entry-level fused filament fabrication (FFF) 3D printers have proliferated in recent years. Yet, there is limited information for identifying the optimized operational parameters and material limitations to produce useful parts. We evaluated three commercially available FFF 3D printers and four different printing materials as an initial attempt to provide reference data for the rapidly growing AM and 3D printing community. Each of these printer-material combinations were tested under different printing constraints, such as extruder temperature, extruder speed and printed layer thickness. A benchmark model was created that enabled standardized inter-comparison studies and allowed qualitative and quantitative observations of the finished parts. The combination of dimensional measurements and a series of pass/fail components in the benchmark part facilitated a better understanding of how changing each parameter affected the final part, with the goal of optimizing the parameters for each printer-material combination. In the end, we provide experimentally determined operational parameters for these printers that enable the successful production of parts with dimensional tolerances that deviate less than 5% of the target value.
Contacts
-
(301) 975-3913