
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
AMB2018-02 Description
2018 AM-Bench Test Descriptions for AMB2018-02
Class 1 benchmark tests:
AMB2018-02: Laser powder bed fusion of single scan tracks on bare metal substrates (no powder). Primary focus is on in-situ melt pool length and temperature characteristics, ex-situ melt pool cross section and microstructure, and the 3D topography of the solidified tracks.
- Overview and Basic Objectives
- Experiment Description
- Description of Benchmark Comparisons
- Data to be Provided
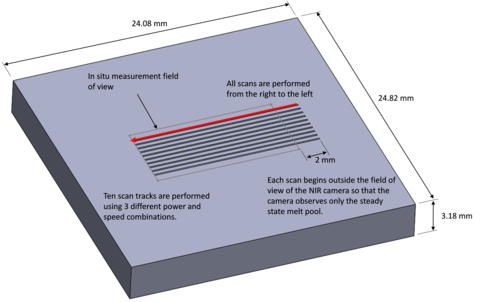
The AMB2018-02 tests consist of individual laser scan tracks made on a bare nickel-based superalloy IN625 metal surface. Three different power and speed combinations are performed with multiple replications of each. In-situ measurements of the melt pool length and the cooling rate of the solidifying material are performed. Figure 1 presents an illustration of a substrate, the field of view (FOV) of the in-situ measurement system, and the series of 10 scan tracks. A significant amount of time (at least 5 minutes) is allotted between each scan to ensure that the substrate temperature at the beginning of each scan is equal to the ambient chamber temperature.
2. Experiment Description
2.1 Experiment setup: Bare plate scans are performed on 2 laser powder bed fusion systems. The first system is the NIST Additive Manufacturing Metrology Testbed (AMMT). The second system is the NIST EOS M270 that has been modified for in situ thermographic measurement. This system is referred to as the Commercial Build Machine (CBM). While the scans performed on each system are nominally similar, each system has unique measurement capabilities:
2.1.1 AMMT: The additive manufacturing metrology testbed incorporates a co-axial melt pool monitoring configuration, such that the field of view follows the laser spot, and the melt pool stays stationary within the camera field of view. The viewing angle, with respect to the scanned substrate, is aligned with the laser. The melt pool monitoring camera operates in the near infrared (NIR), and records at 10 000 frames per second. Field of view is 120 pixels by 120 pixels, where each pixel is approximately 8 μm square. The substrate and laser processing is enclosed in an internal chamber with a flowing Ar purge. Description of the optical system design, including melt pool imager can be found in prior work, and example melt pool image measurements (which utilized a different camera in the same optical configuration) can be found here.
2.1.2 CBM: The commercial build machine has been modified with a custom door that allows a high-speed short-wave infrared camera (SWIR) to observe an area on the build plane that is 12.11 mm wide and 6.23 mm tall. This area is imaged using 360 x 127 pixels, equating to a pixel size 34 μm wide, 49 μm tall. Images are acquired at a rate of 1 800 frames per second. The camera views the build plane at an angle of 44°. A custom substrate holder is mounted to the build surface, enabling this system to be used to measure the melt pool length and cooling rates while processing IN625. These scans are performed in an inert nitrogen environment with an oxygen content ≈ 0.5 %.
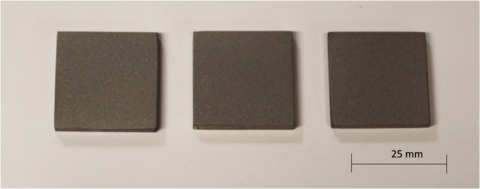
2.2 Substrates: Nickel-based superalloy IN625 substrates are used in this study. They measure 24.08 mm wide, 24.82 mm tall, and 3.18 mm thick. The top surface of each plate is prepared in two steps to create a smooth surface suitable for the in situ measurements. First, each is polished with 180 grit paper, using heavy pressure, to create a flat and smooth uniform surface. The polished surfaces are then bead blasted, first with glass beads (50 to 80 grit), then with aluminum oxide beads (120 grit). This creates a matte finish (Figure 2) that minimizes reflections while imaging. The material certification for these substrates is located here.
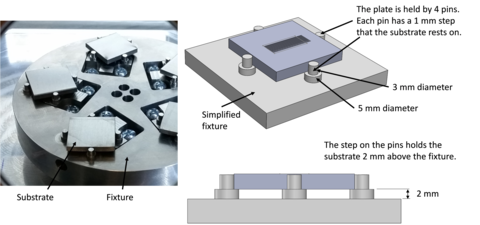
Substrates are held in the AMMT and CBM systems in a fixture by the pressure applied by 4 pins. Figure 3 presents an illustration of the fixturing method. This setup was introduced in prior work. This ensures minimal contact is made on the substrate, which minimizes conductive heat loss to the surroundings. The fixture and pins are made of aluminum.
Surface roughness of the substrates was measured using laser confocal microscope on an area between the laser scan tracks. Arithmetic mean height parameter values ranged from Sa = 0.44 um to 0.53 um, and root mean square height parameter values from Sq = 0.64 um to 0.73 um. Details on the measurement, and full surface characterization results can be found here.
2.3 Scan Parameters: Three combinations of programmed laser power and scan speed are used to create the single scan tracks. Several replications of each are performed. These replications produce a sufficient amount of in-situ data to determine the steady state behavior of the melt pool created with each power and speed combination.
Note: After experiments were performed on the AMMT, it was determined that the laser power calibration was erroneous, and the actual power was lower than commanded. The true laser power levels for AMMT were A) 137.9 W, 400 mm/s, B) 179.2 W, 800 mm/s, C) 179.2 W, 1200 mm/s. Laser power levels for the CBM experiments are as expected.
Table 1 - Process parameters for the 3 cases.
| Case | Programmed laser power (W) | Programmed scan speed (mm/s) | Replications |
| A | 150 | 400 | 3 |
| B | 195 | 800 | 3 |
| C | 195 | 1200 | 4 |
Each scan track is 14 mm long. The tracks are separated by 0.5 mm. To ensure residual heat buildup in the substrate does not affect results, a delay of 5 minutes is imposed between each scan. Nominal substrate initial temperature is approximately 25 °C. The substrate is not heated, it is in equilibrium with the chamber environment. Figure 4 presents the schematic of the substrate, the locations of the tracks, and the field of view (FOV) of the high-speed short-wave infrared (SWIR) camera used to measure melt pool length and cooling rate. The AMMT near infrared (NIR) camera captures melt pool images throughout the duration of the scan. The tracks begin 2 mm outside the camera FOV because the in-situ analysis will be limited to the steady state melt pool, and prior work shows that steady state is achieved after the first 2 mm of travel. The following sections provide more detail on the in-situ and ex-situ measurements. Figure 5 presents the location of the scan tracks on the substrate, and illustrate which tracks are produced using the different power and speed cases. Table 2 presents a summary
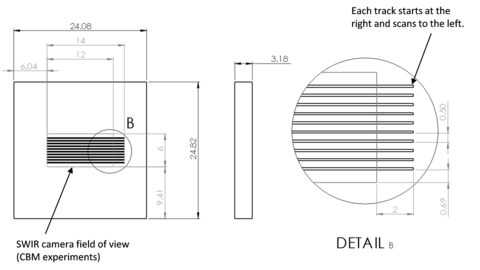
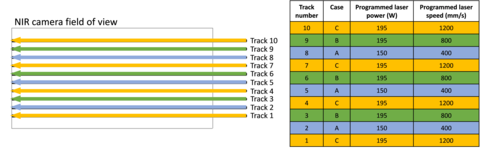
Table 2 presents a summary of the processing parameters used by each system. The CBM and AMMT both use continuous-wave (CW) ytterbium fiber (Yb:fiber) lasers, with a wavelength of 1070 nm. For focusing, the CBM uses an f-theta lens and the AMMT uses a linear translating z-focus (LTZ) lens.
Note: Upon further investigation, it was determined that the true laser spot sizes for both AMMT and CBM systems were different than intended and originally reported. The AMMT laser spot D4σ diameter was 170 μm (FWHM of 100 μm) and the CBM laser spot D4σ diameter was 100 μm (FWHM of 59 μm).
Table 2 - Summary of the system parameters for both the CBM and the AMMT.
| Parameter and description | CBM | AMMT |
Laser spot size (FWHM)
| D4σ diameter = 100 μm FWHM = 59 μm | D4σ diameter = 170 μm FWHM = 100 μm |
| Inert gas | Nitrogen | Argon |
Oxygen level CBM utilizes N2 gas with low velocity flow. AMMT utilizes laminar flow air blanket flowing Ar. | ≈ 0.5% | < 0.08% |
3. Description of Benchmark Comparisons
A series of in situ and post-process measurements are performed. The following sections detail each measurement to facilitate comparison of the model results with the measurement results.
3.1 In situ measurements
3.1.1 Steady State Melt Pool Length:
The melt pool length measurement is detailed in prior work. This includes measurements for Case B, 195 W and 800 mm/s, that can be used for model calibration, as needed. The length of the melt pool is calculated by the distance between the leading edge of the melt pool and the trailing edge, each of which are defined by the solidus temperature, which is assumed to be 1290 °C. The measurement made from each steady state frame of each replication is averaged together to calculate the average length. The standard deviation of all those individual measurements is also reported.
- Benchmark challenge CHAL-AMB2018-02-MP: predict steady state melt pool length for each of the selected scan parameters, as defined by the solidus temperature. Another aspect of this challenge will include simulations of the melt pool width and depth as described below in 3.2.3.
3.1.2 Cooling rate of the solidifying material:
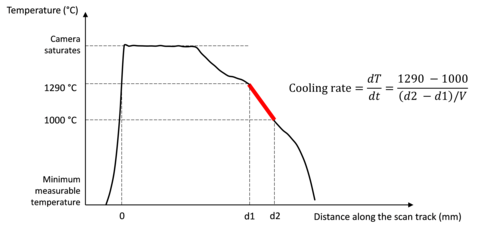
The cooling rate is calculated as the time it takes the solidified material to cool from the solidus temperature (assumed to be 1290 °C) to 1000 °C. This can either be calculated by observing the temperatures of individual points, or by calculating the slope of the temperature profile, as illustrated in Figure 6, where V is the scan velocity and d1 and d2 are the locations of the two temperatures of interest. This calculation is demonstrated in prior work. For the current study, the measured cooling rate will be calculated along the centerline of the track and by assuming the emissivity at the solidification point for the entire temperature gradient.
Note: After thermal calibration on the AMMT, it was determined that the minimum measurable temperature is greater than 1000 °C. Therefore, cooling rates from the AMMT will be defined from 1290 °C to 1190 °C (ΔT= 100 °C). Cooling rates measured on CBM will include calculated cooling rates using both ΔT= 290 °C and ΔT = 100 °C below the presumed solidus temperature of 1290 °C.
- Benchmark challenge CHAL-AMB2018-02-CR: Predict the cooling rate, defined as the time to cool from the solidus temperature to 290 °C below this temperature.
3.2 Post process measurements:
3.2.1 3D Topography of top surface: The complete 3D topography of the top surfaces of all three laser tracks are characterized at NIST using laser scanning confocal microscopy.
- Benchmark Challenge CHAL-AMB2018-02-TP: predict 3D surface features of the solidified laser tracks, including the height distribution perpendicular to the laser track and the geometry and spacings of the chevron features.
3.2.2 Cross section example: The cross-sectional geometry and microstructure of these laser tracks are very complex, and modeling requires numerous assumptions and inputs. Accordingly, we are providing some cross-section measurement results for case B, 195 W and 800 mm/s, which can be used to calibrate simulations.
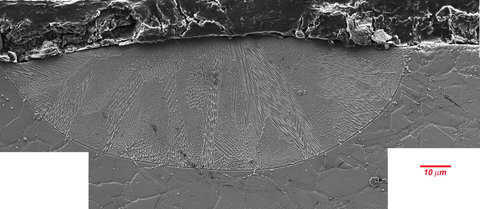
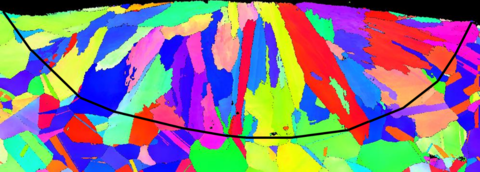
Figure 7 shows a cross section of a single laser track on an IN625 bare plate, obtained with laser settings of 195 W and 800 mm/s. The specimen was etched to bring out the underlying dendritic/cellular microstructure and melt pool boundary. The light lines within the cross section are the interdendritic regions and EDS measurements (not shown) demonstrate that there is substantial elemental segregation that is discussed in the publications: https://doi.org/10.1016/j.actamat.2017.05.003 and https://doi.org/10.1016/j.scriptamat.2016.12.037. Figure 8 shows an EBSD map of the same cross section after the slight etch relief was polished away. The black line indicates the location of the melt pool boundary that is not visible using orientation mapping. Note the one-to-one correspondence between the features in the two images.
The distribution of grain sizes, shapes, and orientations within the substrate shown in Figure 8 should be very similar to the AM-Bench test specimens. Full orientation information for the EBSD map is provided here to help guide grain growth simulations.
3.2.3 Cross section characterization: The AMB2018-02 laser tracks are cross sectioned perpendicular to the laser track at the center position. Characterization measurements are conducted at both NIST and NRL, including 1) optical microscopy, 2) scanning electron microscopy (SEM), including secondary electron (SE) imaging, electron backscatter diffraction (EBSD), and energy dispersive spectroscopy (EDS). Measurements are conducted on both polished and chemically etched specimens, as required. In addition, an attempt will be made at NRL to conduct SEM measurements from progressively polished cross sections, providing a 3D view of the underlying grain structure with orientation mapping.
- Benchmark Challenge (CHAL-AMB2018-02-MP): Melt pool geometry - 1) Predict the equilibrium length of the laser melt pool as defined by the solidus temperature. 2) Predict the equilibrium size and shape of the melt pools visible in the transverse cross sections of the laser tracks.
- Benchmark Challenge (CHAL-AMB2018-02-GS): Grain shapes - Predict the morphology, growth direction, and other general grain characteristics observed in the transverse cross sections of the melt tracks. The provided example EBSD data may be useful.
- Benchmark Challenge (CHAL-AMB2018-02-DM): Dendritic microstructure - Predict the general character, length scale, and/or elemental segregation of the dendritic/cellular microstructure.
3.2.4 Three-dimensional characterization: The AMB2018-02 laser tracks are cross sectioned by serial sectioning (on progressively polished surfaces). The polished surfaces are characterized at NRL using scanning electron microscopy (SEM), including secondary electron (SE) imaging, backscatter electron (BE) imaging, and electron backscatter diffraction (EBSD). The images are reassembled into a three-dimensional reconstruction of the grain structure with grain orientation information.
- Benchmark Challenge (CHAL-AMB2018-02-3D): Three-dimensional structure - Predict the morphology, growth direction, and crystal orientation of grains as a function of position in the laser track. It is recognized that these simulations will be specific to the assumed grain structure of the baseplate since this information is not being provided at this time.
4. Description and Links to Associated Data: The following files are available for download to assist in model development:
- Substrate material certification supplied by the manufacturer
- Example EBSD data of Case B, 195 W 800 mm/s
Disclaimer
The National Institute of Standards and Technology (NIST) uses its best efforts to deliver a high-quality copy of the Database and to verify that the data contained therein have been selected on the basis of sound scientific judgment. However, NIST makes no warranties to that effect, and NIST shall not be liable for any damage that may result from errors or omissions in the Database.
Certain commercial entities, equipment, or materials may be identified in this document to describe an experimental procedure or concept adequately. Such identification is not intended to imply recommendation or endorsement by the National Institute of Standards and Technology (NIST), nor is it intended to imply that the entities, materials, or equipment are necessarily the best available for the purpose.
Contacts
-
(301) 975-6032
-
(301) 975-2265