
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
Measuring dynamic light absorption during laser welding and laser powder bed fusion
Summary
Laser-based manufacturing processes such as laser welding and laser powder bed fusion (metal additive manufacturing) depend critically on the absorption of laser light by the workpiece (be it a metal powder or plate). The absorption can rapidly change during the first few milliseconds of laser application due to material surface finish, laser intensity, the presence and shape of a vapor cavity, etc. Through careful measurements of laser welding and laser powder bed fusion processes we have measured the fraction of laser light absorbed by the work piece as a function of time during laser application. This measurement is accomplished through developing a laser power budget and measuring the incident, scattered, and reflected laser powers using an integrating sphere. By carefully controlling or measuring other processing parameters we have generated real-world data sets for titanium and aluminum welds/3D prints under real-world conditions with well-known uncertainty statements for the relevant parameters. These data sets are available for validation of software models describing such laser-metal interaction processes.
Description
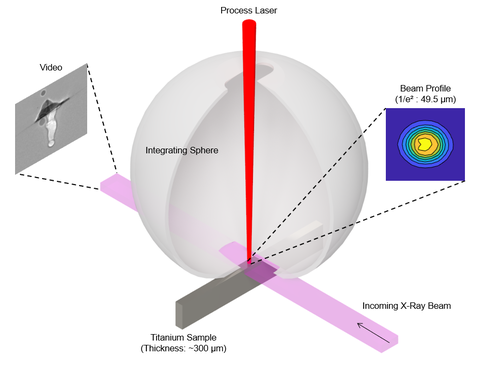
A significant and complicated feature of the melt pool associated with laser welds and additive manufacturing is the formation of so-called “keyhole” vapor cavities. The presence of such cavities can have the positive effect of trapping the incident laser light for increased absorption and processing efficiency. They can also have a negative effect of trapping pores into the solidified result and weakening the part. Our work quantifying dynamic light absorption was performed at that Advanced Light Source at Argonne National Laboratories so that x-ray video cross sections of the weld could be acquired in real-time. These simultaneous absorption and keyhole geometry collections are permitting a variety of insights into the weld processes including considering power absorption as a single-parameter indicator of keyhole formation and stability.
References
- Brian J. Simonds, et al. “The causal relationship between melt pool geometry and energy absorption measured in real time during laser-based manufacturing,” Applied Materials Today, 23, 101049 (2021). DOI: 10.1016/j.apmt.2021.101049
- Saad A. Khairallah, et al. “Onset of periodic oscillations as a precursor of a transition to pore-generating turbulence in laser melting,” Additive Manufacturing Letters, 1, 100002 (2021). DOI: 10.1016/j.addlet.2021.100002
- Brian J. Simonds, et al. “Time-Resolved Absorptance and Melt Pool Dynamics during Intense Laser Irradiation of a Metal,” Physical Review Applied, 10, 044061 (2018). DOI: 10.1103/PhysRevApplied.10.044061