
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
The National Institute of Standard and Technology (NIST) is home to one of the most sensitive machines in the world for measuring objects’ dimensions. Customers who rely on the instrument include the military, academia, instrument manufacturers, private industry calibration labs, and more.
Recently, NIST staff added a second machine with comparable sensitivities. Thanks in part to the new addition – nicknamed “Bob” – NIST is now able to take on more specialty measurements for industry. Staff are currently working on a request from a manufacturer to measure the dimensions of high-precision custom parts, a departure from the usual high-precision standardized objects they measure.
“It’s not typical that parts are manufactured to tolerances where measuring them directly with NIST’s equipment makes sense,” said NIST’s John Stoup. “But these are really high-precision parts, and they need this level of accuracy in order to function properly.”
Though it is not the first time NIST has measured a precision part for a customer, the work positions NIST to fulfill other requests from industry for specialty part measurements, which Stoup believes will become more common as manufacturers require tighter and tighter tolerances.
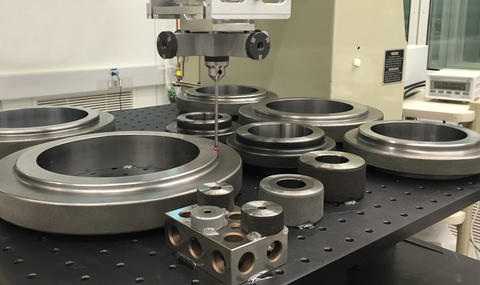
To ensure their products meet specifications, manufacturers often measure their parts with a device called a coordinate measuring machine (CMM). These instruments measure the size, shape, and location of key features on the surface of parts placed on the CMM’s table.
But manufacturers must also make sure that their CMMs themselves are calibrated correctly. To do this, they rely on a class of objects called standard reference gauges, which are precisely machined metal shapes like bars, cylinders, and spheres with nearly perfect form.
NIST’s most sensitive CMMs – “Bob” and its older counterpart, which has the more homely name “Primary M48” – are used to measure customer’s gauges. These two CMMs, each the size of a car, use a touch probe to detect, and integrated laser interferometers to measure, the distances between points on an object with ten billionths of a meter sensitivity.
Once the gauges are calibrated, NIST sends them back to the manufacturers, who then measure the gauges using their own machinery. If the company gets a similar result as NIST, then it can have high confidence that its own CMMs are working properly.
However, calibrated gauges look different from parts. And the greater those differences – in shape, material, and even surface finish – the higher the uncertainties on measurements made by the customer’s machine. By calibrating a master part instead of a gauge, Stoup says manufacturers can expect accuracies at least twice as high on their own in-house dimensional measurements of nominally identical parts.
Stoup admits that it takes creativity to use NIST’s CMMs to measure objects with non-standard shapes. Unlike gauges, precision parts’ sides are not necessarily flat or square, and their features are usually not symmetrical. A measuring force applied to one area of the part will deform or bend the object differently from a force applied to a different location.
“It’s a really nice part, but it’s a terrible gauge,” Stoup said. “So that presents a unique challenge. How do you fixture something that’s not a standard shape so that it doesn’t move around when you touch it?” Stoup said.
To address these problems, Stoup’s team makes the same series of measurements repeatedly, changing the strength of the touch probe’s force each time. NIST researchers expect the object to move slightly when the probe makes contact with its surface. But by varying the force, they can extrapolate how much the contact itself is influencing the measurements and zero out these effects. They also vary the size of the probe tip and the part’s orientation on the table for a better understanding of the interaction between the part’s surface and the measuring machine.
“Characterizing all of this behavior and accuracy on our instruments means less work for customers using these parts as future mastering artifacts for their own CMMs,” Stoup said. “These machines are great comparators, but to excel, they need an accurate master gauge. What could be a better master gauge than an actual precision part?”
Stoup believes that calibrating precision parts may become more common in the future, as manufacturers begin to need nanometer-level accuracy. And he’s hoping NIST’s work now will prepare them for the growing demand.
“The extra instrument, Bob, has given us the freedom to do some of this research: how to move into the field of precision parts rather than primarily high-quality gauges,” Stoup said. “And as the manufacturing tolerances continue to get tighter and tighter, and accuracy requirements get higher, I think we’re going to see more of this kind of request in the future.
“The fact that we’re doing this now means we’re perhaps a little ahead of the curve.”
-- Reported and written by Jennifer Lauren Lee