
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.

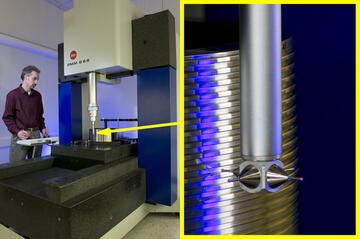
Dennis Everett selecting a gauge from the NIST-housed Grand Master set.
When he looked at the dramatic increase in his laboratory's thread gauge calibration income – a 50 % increase over last year and a 1000 % increase from 14 years ago – Dennis Everett saw the writing on the wall: The petroleum industry was back in a big, big way. This multi-billion-dollar industry has grown to support 9.2 million U.S. jobs and 7.3 percent of the U.S. economy.1 NIST has to find a way to keep up with the resulting new demands and challenges. NIST's impact on this industry is critical—NIST stands at the gateway to help prevent leaks in oil drilling operations.
The American Petroleum Institute (API) – a national trade association that represents all segments of America's technology-driven oil and natural gas industry2 – has had a long standing relationship with NIST. Since the 1920s, NIST has maintained the world's only sets of Grand Master thread gauges for the API, developed a comprehensive laboratory for the measurement of the gauges, and provided measurement services for producers and users of API thread gauges.
Everett, a researcher from PML's Semiconductor and Dimensional Metrology Division, now leads this effort, starting with the housing and maintenance of this one-of-a-kind set of reference materials, which recently increased from 32 sets to 34 sets (a set is a threaded plug and ring).

API pays NIST for the service of housing the Grand Masters and maintaining and updating its laboratory to provide this calibration service. Though they had been paying $30 K for the last 15 years, API recently signed a Memorandum of Understanding, which increased NIST funding to $40 K per year.
"They like NIST being very involved because of our metrology expertise, which leads to improved calibrations and standards," Everett concludes.
NIST is responsible for maintaining the quality of the Grand Masters sets —the reliability of the connecting pieces of the nation's oil pipes depend on it.
A few select API customers maintain sets of regional masters, which are periodically sent to Everett at NIST to be checked against the Grand Master sets. There are approximately eight regional sets available at most National Metrology Institutes (NMIs) worldwide. Below these regional masters, are sets of reference masters, which are available to a greater number of customers and are used to check against the working gauges that are actually used in the field to check product threads, i.e., the threaded pipes used in drilling operations. While the Grand and Regional Masters are held to extremely high specifications, the tolerances relax slightly as you move from these to the reference masters and finally to the working gauges. Still, if the Grand Masters are inaccurate, the problem will trickle down to the working gauges that keep the nation's oil pipes sealed. Likewise, if the process of checking any regional or reference masters against the Grand Masters is compromised, hazardous consequences could result.
It goes without saying how critical the junction between two high-pressured oil pipes is. As Everett aptly summarizes, "any time oil drilling is in the news, it's not a feel-good story." Oil spills are hazardous to the environment and clean-up is costly.
Everett and his team have the important responsibility of checking the master gauges developed by API customers against the Grand Master sets.
"When a customer sends in a new set, we measure everything about the gauge," Everett describes. "All of the thread elements on the ring and all of the thread elements on the plug. If they pass all of those, we'll take the customer ring, screw it onto our (the grand master) plug and check that standoff. Then, we'll take our ring, screw it onto the customer's plug and check that. That's ensuring your interchangeability. You should be able to take any one plug and ring, and they should screw together and mate up properly so that nothing is leaking or breaking."
Extensive measurements need to take place before Everett will attempt to attach an unverified gauge to its Grand Master counterpart. And this is where tremendous strides have been made to meet API's specifications while cutting the turn-around time of each calibration in half.
While Everett's laboratory still contains several older and slower, but still usable and accurate, machines to measure various elements of each plug or ring sent for calibration, the bulk of the measurements can now be performed much faster on their Coordinate Measuring Machine (CMM). Housed in a specially built, climate-controlled room designed just for such a piece of equipment, the CMM does the work of several other machines.
Run by a sophisticated software system, the CMM's probe travels around the gauge, touching against it at specific points in order to calculate the gauge's exact position and orientation on the table. It then measures a point on a flank, goes up a thread or two, and hits another point, calculating the lead (distance between threads), taper and pitch diameter. Although there are numerous motion errors produced by the movement of the probe, the system software corrects for these errors accurately and consistently.
After the measurements are made and the gauges verified, the pieces are dipped in wax (to protect for shipment), repacked, and returned to the customer. The customer is then able to use these master gauges to check the interchange standoff to their working gauges and maintain traceability to NIST.
"Knowing that the industry is ramping up and that we've been getting more master gauges to evaluate here, we know we have to stay on top of things," Everett explains. "Bringing in 50 % more calibrations and being able to cut our turnaround time in half makes our customers happy."
In addition to tackling the challenge of simply keeping up with the influx of calibration requests, Everett has increased his involvement in the standards committees for the API gauge specifications.
"There were some big changes in the standard that prompted me to get more involved and get NIST back in there," Everett explains. "They are always changing and upgrading standards," he continues, and the need for an active metrology expert is evident.
Everett has been able to provide leadership in the modification of these standards, and his interactions on the committee have helped him identify the emerging standardization challenges facing the petroleum industry.
Future plans to address this thriving industry include a first-ever round robin and developing an innovative non-contact laser system to perform the measurements.
"One of the things we're working on with the API is establishing some kind of round robin for gauges," Everett explains. It is something that Everett is passionate about: "I really want to get this round robin going so I know that NIST and NIM and NPL (and other NMIs) are all measuring and reporting the same elements and comparable values."
12013 State of American Energy Report, API
Written and photographed (except where noted) by Erik Secula.