
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
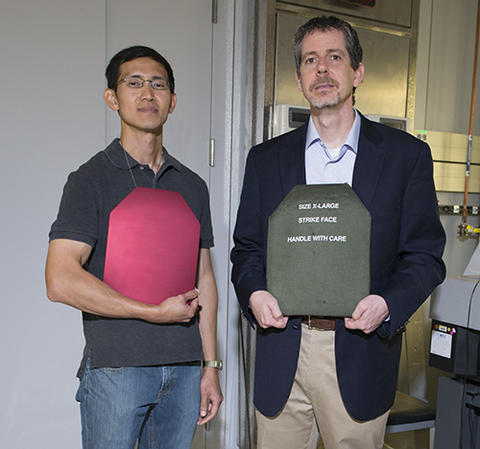
Project team members Vincent Lee (left) and Craig Shakarji hold a body armor size check standard and an actual body armor plate, respectively.
NIST's Dimensional Metrology Group (DMG) in PML's Semiconductor and Dimensional Metrology Division is in the final stages of completing a three-phase task for the US Army's Aberdeen Test Center (ATC) at Aberdeen Proving Ground, Maryland. All three phases are related to the specification and verification of the body armor plates worn by US soldiers in battle. As these armor plates are critical to the safety of our soldiers, strict adherence to measurement standards can literally mean the difference between life and death. At the conclusion of this task, led by Steven Phillips, NIST will have delivered a check standard for ballistics testing of the body armor, a check standard for the armor's dimensions, and improvements to geometric dimension and tolerance drawings (essentially blueprints) of the armor's dimensions.
Check Standard for Ballistics Testing
When worn in battle by soldiers, two main body armor plates are used—one protecting the front of the torso and one protecting the back (in addition to smaller, side plates). These armor plates must adhere to strict standards regarding their physical size and bullet-stopping capability, while remaining light enough to be worn in battle. For example, each plate must be capable of stopping a shot from a high power rifle.
The Army's ATC is responsible for the ballistics testing of the body armor. To do this, they mold a clay surface into a shape similar to that of the body armor. Clay is used as the deforming witness material behind the body armor during standardized testing as an indicator of the armor's ability to mitigate behind-armor blunt trauma. The ATC then measures that clay surface thoroughly using a laser scanner attached to an articulating arm coordinate-measuring machine. Once these data points are collected, the body armor is strapped to the molded clay surface and shot with a high power rifle round. After the armor plate is removed, a new series of data points on the post-impact clay surface is collected. Using both sets of data points, a computer algorithm calculates the largest distance between the original clay surface and the post-impact surface. This measurement is used to determine if the armor plate satisfies backface deformation requirements.
PML's Craig Shakarji elaborates: "Two things could make this test fail. First, if the bullet goes all the way through the armor, it's an automatic fail. But even if the armor stops the bullet, the blunt force trauma that a person experiences is very significant and must be below the standard threshold."
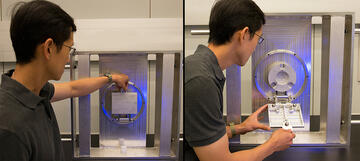
While the accuracy of ATC's test methods has been shown in previous NIST work, a check standard was needed to periodically verify that the measurement equipment and software are operating properly. The check standard developed by the NIST DMG is a single aluminum box that contains models, or surrogates, of the pre- and post-impact surfaces described above. In the closed position (see following picture, left), the smooth aluminum surface replicates the curvature of the initial clay surface. Once the small door is swung open (see following picture, right), a representation of the post-impact surface is revealed. Since the position of both surfaces relative to each other is known, and the maximum distance between the two surfaces is also known, the ATC can check to see if the measurements made by their own equipment match, and take corrective actions if necessary.
Geometric Dimension and Tolerance Drawing and Check Standard for Armor Dimensions
The ATC also asked the DMG for a check standard for the body armor's dimensions. Not only does the body armor have functional requirements, it also has dimensional requirements, including the curvature of the plate. Essentially, it needs to be small enough to fit inside a sleeve to be worn, while still being large enough to provide full coverage. Again a check standard was needed to periodically confirm that their measurement equipment is functioning properly.
The first step of this process was to develop an accurate geometric dimension and tolerance drawing that details every measurement specification required for the body armor plates. DMG staff and consultants met with representatives from the ATC and reworked their original drawings so that they could be used to produce the check standard requested. While the actual dimensions and tolerances are chosen by the Army, specifying those choices clearly and unambiguously per engineering drawing standards was greatly improved.
"They thought the solutions were quite elegant," says Craig Shakarji of the final drawing improvements, which were completed and delivered to the ATC in the spring of 2014.
The next step of the process was to create two check standards: one that's a pass and one that's a fail: "They want a plate that they can put into their measurement system at the beginning of the day," Vincent Lee—also on the DMG team—explains, "and measure the one that's a pass and hope that their system agrees." They'll repeat the process using the fail check standard.
In response to the ATC's request, NIST team members developed the check standards, fabricating them from solid aluminum and media blasting the surfaces so the optical scanners aren't disrupted by reflections. These check standards are completed and will be delivered in Nov. 2014.
History
NIST's relationship with the body armor measurement efforts at ATC started back in 2009. The DMG and the Office of Law Enforcement Standards (OLES) at NIST were asked to help evaluate relatively new measurement methods in place at the ATC. ATC, OLES and the DMG worked collaboratively to evaluate the uncertainty of the measurements performed using the new test method. The NIST teams helped the ATC during an intense, few-month timeframe to determine how accurate the ATC measurements were. Shakarji, the team's mathematician, also wrote new algorithms to interpret the data collected by the laser scanners, since the ATC was using proprietary software, and there was a need to ensure that it was interpreting the data correctly.
"In the end, we found that their uncertainty of result in this maximum depth measurement was about 0.37 mm," Shakarji explains. "A 95 % confidence number. This number was not accurately known before."
The final report submitted by the NIST team in 2010 was praised by Mr. Michael Feinberg (Chief of the Small Arms Systems Division at Aberdeen Test Center) as being "fair and accurate in its treatment of the performance of the laser system." The report included 11 recommendations for improvements of body armor measurements. One of these recommendations—creating internal measurement check standards to improve measurement assurance of their laser scanning system—is about to be resolved by this latest ATC-NIST interaction.