An official website of the United States government
Here’s how you know
Official websites use .gov
A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS
A lock (
) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
Summary: Our state-of-the-art property measurements require extensive calibration facilities of equal quality. Regular calibrations are essential for realistic uncertainty estimates. Temperature and pressure are the most important independent variables for most of our measurements, and we concentrate our resources on those quantities. We also maintain mass, resistance, and density standards. We do most of the calibrations of our working instruments ourselves for reasons of economy, timing, and most importantly, accuracy. Calibrations at the level of accuracy that we require are very expensive and often involve long turn-around times; sending a working temperature or pressure instrument to an outside calibration lab could result in lengthy down-times. The highest levels of accuracy often require an on-site calibration because sensors can shift when subjected to the shock and vibration of shipping.
Description:
Temperature
Water Triple Point Cell
The International Temperature Scale of 1990 (ITS-90) is defined in terms of "fixed points," i.e. phase transitions of ultra-high-purity materials. We maintain ITS-90 fixed points over the range 83.8058 K to 692.677 K. These comprise triple-point cells of argon (83.8058 K), mercury (234.3156 K), and water (273.16 K); a gallium melting point cell (302.9146 K); and freezing point cells of indium (429.7485 K), tin (505.078 K), and zinc (692.677 K). Each cell is housed in its own thermostat or furnace. In the triple-point cells, liquid, solid, and vapor material are at equilibrium. In the melting and freezing point cells, liquid and solid are in equilibrium with a head space filled with an inert gas (argon) at atmospheric pressure. The uncertainty for these standards ranges from 0.0002 K to 0.002 K. These cells are all portable and, in most cases, are taken to the instrument being calibrated; in this way, the calibration is carried out as a complete system using the same instrumentation, lead wires, etc. as in the actual experiment. In some cases, it is most practical to bring the temperature sensor to the calibration lab.
We also have a standard platinum resistance thermometer (SPRT) that was calibrated by the Temperature Group of NIST-Gaithersburg that is used with a resistance bridge and standard resistor in a "comparison block" calibration furnace for temperatures up to 933 K. The uncertainty for this type of calibration is 0.01 K.
Pressure
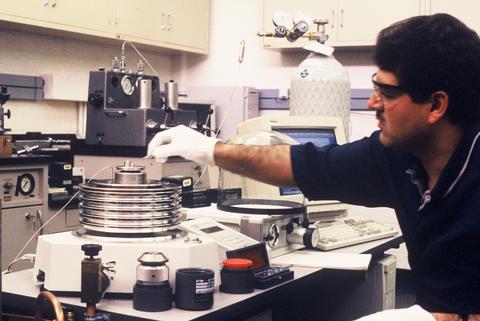
Bob Gomez doing a pressure calibration via a dead weight pressure balance.
Three piston gage systems with a total of five piston-cylinder sets and 70 kg of standard masses serve as our pressure standards over the range 5 kPa to 70 MPa. A gas-operated system is used for absolute (i.e. relative to vacuum) pressures up to 7 MPa; it has uncertainties of 14 to 20 ppm (parts per million), depending on the piston-cylinder set used. Two hybrid, gas-operated/oil lubricated systems operate at the higher pressures. Our primary high-pressure system measures gage (i.e. relative to atmosphere) pressure and has an uncertainty of 20 ppm. An older system operates up to pressures of 40 MPa with uncertainties of 50 ppm; it is a dual-piston system and has the advantage of also calibrating differential pressure gauges.
In experiments requiring the utmost accuracy in pressure we directly connect a piston gauge to the fluid property instrument. This approach limits the experiment to inert gases compatible with the piston gage (nitrogen, helium, neon, or argon); it has been used in calibrations with the two-sinker densimeter.
Mass
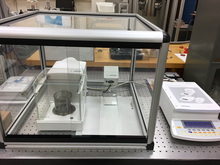
A balance in the mass calibration laboratory.
We maintain mass standards ranging from 1 mg to 5 kg. These are standard stainless steel masses of ASTM Class 1 or OIML Class E2. These are regularly sent to the manufacturer's calibration lab for recertification. These are used to calibrate our full range of working laboratory balances, which are used for routine sample preparation, etc. Our most exacting mass determinations (such as recertifying piston gage masses or the sinkers in our magnetic suspension densimeters) are carried out in the calibration lab using one of two "mass comparator" balances. We have a 10 kg comparator with a resolution of 0.1 mg and repeatability of 0.3 mg and a comparator with a capacity of 111 g, resolution of 0.001 mg, and repeatability of 0.003 mg. We also use a 220 g balance with a resolution of 0.01 mg in a "mass comparator mode." The comparators are used together with the standard masses in a double-substitution weighing design [Harris 2003], consisting of four separate weighings: (1) standard masses approximating the mass of the unknown, (2) the unknown object, (3) the unknown object plus a small sensitivity mass, and (4) the standard masses used in weighing 1 plus a sensitivity mass. This design effectively calibrates the balance as an integral part of each weighing. The buoyancy force arising from the density of the ambient air must be taken into account, and this is done by measuring the ambient temperature, pressure, and relative humidity in the balance chamber and applying standard equations for the density of moist air [Davis 1992].
Davis, R.S. (1992). Equation for the determination of the density of moist air (1981/91). Metrologia29: 67-70.
Harris, G.L. and Torres, J.A. (2003). Selected laboratory and measurement practices and procedures, to support basic mass calibrations. National Institute of Standards and Technology, NISTIR 6969.
Related Programs and Projects:
Uncertainty Intimately related to the issues of calibration is the expression of measurement uncertainty. This is approached in a consistent way at NIST, following Guidelines for Evaluating and Expressing the Uncertainty of NIST Measurement Results: http://www.nist.gov/pml/pubs/tn1297/index.cfm